軸承知識(shí)Bearing Knowledge
產(chǎn)品中心 Products
聯(lián)系我們Contact
| 山東安瑞動(dòng)力機(jī)械有限公司 | |
| 聯(lián)系人: | 張經(jīng)理 |
| 手 機(jī): | 15065336888 |
| 地 址: | 山東省淄博市昌國(guó)路111號(hào)2號(hào)樓106室 |
KA型磨粉機(jī)更換磨輥時(shí)拆裝步驟及注意事項(xiàng)
2023-05-04磨粉機(jī)是面粉廠的核心設(shè)備之一,磨輥是其Z主要的工作部件,。磨粉機(jī)使用一段時(shí)間后,,磨輥由于磨損等原因需要重新拉絲或噴砂,,這就需要定期更換磨輥。為了便于大家了解更換磨輥的過(guò)程,,現(xiàn)將我公司KA型磨粉機(jī)相關(guān)內(nèi)容介紹如下:
一,、準(zhǔn)備磨粉機(jī)
步驟1、關(guān)閉磨粉機(jī),,并確保該機(jī)不會(huì)被啟動(dòng),。
步驟2、中斷壓縮空氣的輸入,。
二,、換輥

步驟1、拆下機(jī)體兩側(cè)側(cè)門(1),。
步驟2,、拆下側(cè)門中間連接體(2)。
步驟3,、拆下上磨門(3),。
步驟4、拆下下磨門(4),。
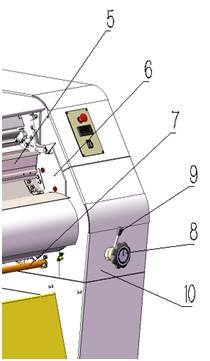
步驟5,、拆下導(dǎo)向擋板成套(5)。
步驟6,、拆下導(dǎo)向擋板左,、右導(dǎo)板(6)。
步驟7,、拆下磨輥清理裝置(7),。
步驟8、拆下手輪(8),。
步驟9,、拆下軋距鎖緊裝置(9)。
步驟10,、拆下曲面橫梁(10),。
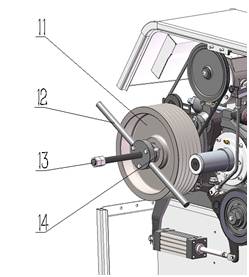
步驟11、用隨機(jī)工具(12)(13)(14)將主傳動(dòng)帶輪(11) 拆下,。

步驟12,、松開小張緊輪(15)。
步驟13,、取下V帶(16),。
步驟14、取下喂料輥主動(dòng)帶輪(17)。
步驟15,、取下齒輪箱撥叉?zhèn)鲃?dòng)桿(18),。
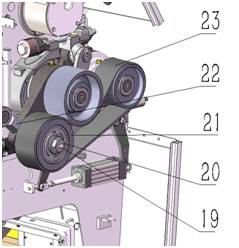
步驟16,、松開螺栓(19),。
步驟17、松開張緊輪軸(20),。
步驟18,、松開張緊輪調(diào)節(jié)桿(22)并取下齒楔帶(23),。
步驟19、將張緊輪軸(20)和張緊輪(21)一起拆下,。
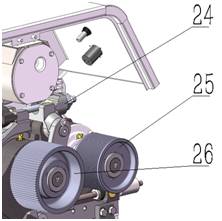
步驟20,、根據(jù)步驟11,將快輥楔帶輪(25)和慢輥同步帶輪(26)拆下,。
步驟21,、拆下軋距粗調(diào)節(jié)裝置(24)。
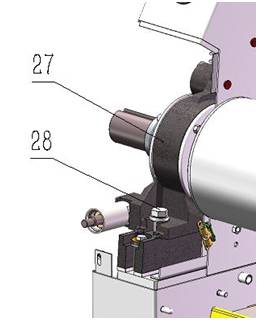

步驟22,、松開并拆下快輥軸承座(27)兩側(cè)的螺栓(28),。
步驟23、拆下快輥(快輥軸承座一同拆下),。
步驟24,、取下軸承座支撐彈簧(32)
步驟25、取下嵌塊支架(33)
步驟26,、拆下張緊臂(31)
步驟27,、松開螺栓(29)并拆下滿輥軸承座蓋(30)。
步驟28,、拆下慢輥(不用拆下慢輥軸承座座體),。
三、拆下磨輥軸承

步驟1,、拆下螺釘(1),,將外部軸承蓋(2)連同軸頭隔套(3)一起拔出。

步驟2,、用磨輥圓螺母裝拆工具(5)松開圓螺母,,并從軸上旋出8mm。安裝在磨輥對(duì)面的磨輥防轉(zhuǎn)板(4)用于反向固定,。

步驟3,、將液壓裝拆工具(7)與磨輥軸頭的液壓油入口對(duì)齊,使密封件得以發(fā)揮作用,。
步驟4,、擰緊對(duì)面的螺栓(8)。
步驟5,、將液壓泵(6)的壓力軟管連接到液壓裝拆工具(7)上,。
步驟6、利用泵所產(chǎn)生的油壓,,將調(diào)心滾子軸承從磨輥軸頭的錐形面上壓出,。
步驟7、打開液壓泵(6)上的回流閥,。壓力被釋放,,油回流到容器中。
步驟8,、拆下液壓裝拆工具,。
步驟9、取下調(diào)心滾子軸承和軸承內(nèi)端面與磨輥輥體端面之間的零部件,。
步驟10,、在重新使用前?查調(diào)心滾子軸承,必要時(shí)用汽油清洗并立即加注潤(rùn)滑脂,。這項(xiàng)工作將影響調(diào)心滾子軸承的使用壽命,。
四、安裝磨輥
(一)磨輥軸承的安裝見圖1
1,、在此項(xiàng)工作中,,每對(duì)磨輥需以下備件:
備件1、4個(gè)輥體端部密封裝置(1)包括密封氈圈
備件1,、4個(gè)內(nèi)側(cè)軸承蓋(2)包括密封圈,,其中2個(gè)用于固定端
備件1、4個(gè)調(diào)心滾子軸承 22315EK(3)
備件1,、4個(gè)圓螺母(4)
備件1,、3個(gè)外側(cè)軸承蓋(5),全套包括密封圈和潤(rùn)滑油嘴,。其中1個(gè)軸承蓋用于快輥固定端軸承,,另兩個(gè)用于浮動(dòng)端軸承。
備件1,、16個(gè)內(nèi)六角圓柱頭螺釘 M10×100,。
備件1、2個(gè)軸頭隔套(5)和2個(gè)快輥軸頭隔套(6),。
有了這些零件就可以將軸承裝上磨輥,,可以對(duì)軸承進(jìn)行調(diào)整、加潤(rùn)滑脂,,并進(jìn)行密封,。
2、安裝齒輥:檢查磨齒數(shù)、磨齒角度和斜度,。
3,、安裝光輥:檢查中凸度。
這些數(shù)據(jù)均刻打在磨輥軸頭兩端,。
4,、現(xiàn)在需清理磨輥軸,并涂上少許防銹油,。
5,、安裝步驟見圖1
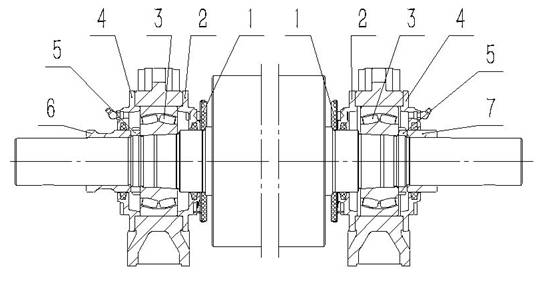
磨輥?zhàn)蠖四ポ佊叶?/p>
圖1
步驟1、將輥體端部密封裝置(1)中的密封氈圈的摩擦面涂上二硫化鉬潤(rùn)滑劑,。裝上此裝置,,將它的平的毛氈面朝向磨輥輥體輥體端面。
步驟2,、裝入內(nèi)側(cè)軸承蓋(2),。通過(guò)此類軸承蓋螺栓孔內(nèi)的壓鉚螺母可與外側(cè)軸承蓋區(qū)分開。在磨輥?zhàn)髠?cè),,即軸承固定端,,該軸承蓋的凸臺(tái)為7.5mm,在磨輥右側(cè),,即軸承浮動(dòng)端,,該軸承蓋的凸臺(tái)為3.5mm。
步驟3,、裝入調(diào)心滾子軸承22315EK,,品牌為SKF或FAG。這些軸承安裝前的初始游隙為0.075-0.090mm,。用圓螺母(5)壓緊此軸承(圓螺母斜端面超外),,直到滾子與軸承外圈之間的間隙減小0.035-0.045mm。但此間隙不能小于0.030mm,。測(cè)定軸承間隙時(shí),,可用塞尺伸過(guò)兩個(gè)滾道。利用隨機(jī)工具中的磨輥圓螺母裝拆工具上緊圓螺母,,磨輥另一端連接磨輥防轉(zhuǎn)板,。
步驟4、軸承安裝正確后,,加注250g左右的潤(rùn)滑脂,。其中一半加入滾子之間,一半需加入外側(cè)軸承蓋(4),。
步驟5,、快輥需裝入快輥軸承座,。
步驟6、磨輥軸端裝入對(duì)應(yīng)的軸頭隔套(6),。
步驟7,、裝上外側(cè)軸承蓋(4)。通過(guò)軸承蓋上的注油嘴可與內(nèi)側(cè)軸承蓋區(qū)分開,。在磨輥?zhàn)髠?cè),,即軸承固定端,,該軸承蓋的凸臺(tái)為7.5mm,,在磨輥右側(cè),即軸承浮動(dòng)端,,該軸承蓋的凸臺(tái)為3.5mm,。
步驟8、用M10×100的內(nèi)六角圓柱頭螺釘將快輥軸承座內(nèi)外軸承蓋連接在一起,。慢輥內(nèi)外軸承蓋用一個(gè)M10×100的內(nèi)六角圓柱頭螺釘臨時(shí)固定,。
注:所有密封圈涂上二硫化鉬潤(rùn)滑劑。
(二)磨輥的安裝
磨輥的安裝順序與拆卸順序相反,。
這里需注意以下幾點(diǎn):
1)阻止輥體端部密封裝置轉(zhuǎn)動(dòng)的端部密封殼體凸緣需置于內(nèi)側(cè)軸承蓋的凹槽內(nèi),。
2)將前輥裝入之前,一定要將軸承座支撐彈簧裝上,。
3)前輥裝入后,,一定要測(cè)量前輥直徑。若前輥直徑與氣缸限位架右上的讀數(shù)不一致,,則須將承重梁做一些移動(dòng),,直至刻度與前輥直徑相等。然后將相應(yīng)的螺栓擰緊,。
4)利用軋距粗調(diào)節(jié)裝置上的拉桿專用螺母進(jìn)行軋距的粗調(diào)節(jié),。
微調(diào)螺桿應(yīng)按照以下要求調(diào)節(jié):微調(diào)螺桿上的支點(diǎn)銷軸和銷軸螺母之間的中心距188mm左右??烧{(diào)節(jié)的軋距應(yīng)根據(jù)不同的工藝位置而定,,如:1B為0.7mm,光輥軋距Z大為0.3mm,。
5)安裝導(dǎo)向擋板左右導(dǎo)板前,,磨輥必須合軋。合軋后該導(dǎo)板與磨輥之間應(yīng)有0.5mm左右的間隙,。
6)試磨時(shí)才重新調(diào)整手輪,。
(三)刮刀的安裝
如果采用刮刀清理裝置的磨粉機(jī)在換輥時(shí)換上的磨輥直徑比之前的小,則刮刀左,、右支撐需要重新定位,,這時(shí)就需要使用隨機(jī)工具中的刮刀調(diào)節(jié)卡板,。
首先旋松承重梁外側(cè)用于固定刮刀左、右支撐的螺栓,,直至左,、右支撐可以水平移動(dòng)。
接著將刮刀調(diào)節(jié)卡板按以下要求安放在刮刀左,、右支撐上:使卡板的凹圓角正好朝向前輥,。
現(xiàn)在可以利用調(diào)節(jié)卡板將刮刀左、右支撐水平移動(dòng),,直到上述凹圓角朝向前輥為止,。如此,才算將左,、右支撐調(diào)節(jié)到位,。
然后擰緊承重梁外側(cè)用于固定刮刀左、右支撐的螺栓,。
如果刮刀先放入一邊的支撐上,,接著又放到另一個(gè)支撐上,則說(shuō)明刮刀吊掛得合適了,。
(四)磨輥傳動(dòng)裝置的安裝
1,、磨輥主傳動(dòng)帶輪的安裝
磨輥主傳動(dòng)帶輪的安裝見圖2。安裝前,,需將喂料輥主動(dòng)帶輪和帶輪調(diào)整隔套正確安裝到位,。
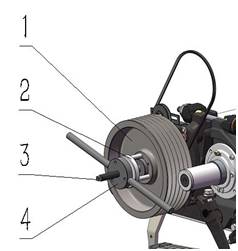
圖2
利用隨機(jī)工具中的磨輥帶輪安裝支撐座(2)、磨輥帶輪裝拆軸(3)和磨輥帶輪拉馬(4)將磨輥主傳動(dòng)帶輪(1)安裝到位,。
2,、磨輥楔帶輪和同步帶輪的安裝
磨輥楔帶輪和同步帶輪的安裝方法同磨輥主傳動(dòng)帶輪的安裝。
3,、齒楔帶的調(diào)整見圖3

圖3
提示:在磨輥合軋狀態(tài)下測(cè)量預(yù)緊力,。楔帶輪和同步帶輪內(nèi)側(cè)軸向定位端面必須與軸頭隔套外端面靠緊。齒楔帶在磨輥合軋時(shí)要比離軋時(shí)松,。齒楔帶的張緊必須適當(dāng)且內(nèi)外側(cè)張緊度必須一致,;過(guò)松易造成帶齒或輪齒斷裂、齒的壓力作用面的異常磨損,;過(guò)緊易造成輪齒的異常磨損,、異常的運(yùn)轉(zhuǎn)聲響、齒的壓力作用面的異常磨損,、帶輪外周面接觸部分的異常磨損,。
步驟1、將磨輥合軋,。
步驟2,、松開螺栓(4)和張緊輪軸(3),。
步驟3、用張緊輪調(diào)節(jié)螺桿(2)張緊齒楔帶(5),。
步驟4,、以550Nm的扭矩?cái)Q緊張緊輪軸(3)。
步驟5,、將慢輥同步帶輪(1)逆時(shí)針轉(zhuǎn)動(dòng)3-4周,,使所有齒正確嚙合。
步驟6,、測(cè)量皮帶固有頻率:
接通測(cè)量?jī)x,。
將測(cè)量?jī)x的傳感頭(6)定位在松弛皮帶中間的垂直下方5mm處。
在皮帶中部用一個(gè)物體(螺絲刀柄)敲擊,。
讀取測(cè)量?jī)x上的數(shù)據(jù),。
重復(fù)此過(guò)程3-4次,,求出平均值,。
將皮帶張緊得比下表中的數(shù)值高3HZ,因?yàn)閺埦o力會(huì)在運(yùn)行后略有下降,。
以550Nm的扭矩?cái)Q緊張緊輪軸(3),,并用螺栓(4)進(jìn)行固定。
將磨輥離軋,。

更換磨輥后,,定期檢查齒楔帶張緊力度:運(yùn)行60個(gè)小時(shí)左右,張緊頻率調(diào)整在40-42Hz范圍內(nèi),;運(yùn)行150個(gè)小時(shí)左右,,張緊頻率調(diào)整在38-42Hz范圍內(nèi);寬度方向內(nèi)外張緊頻率差值≤4Hz,。
正常運(yùn)行后,,定期每工作360小時(shí)(24小時(shí)/日,15日)全面檢查一次,,張緊頻率調(diào)整在38-42Hz范圍內(nèi),。
(來(lái)源:蘋樂(lè)糧機(jī)集團(tuán))